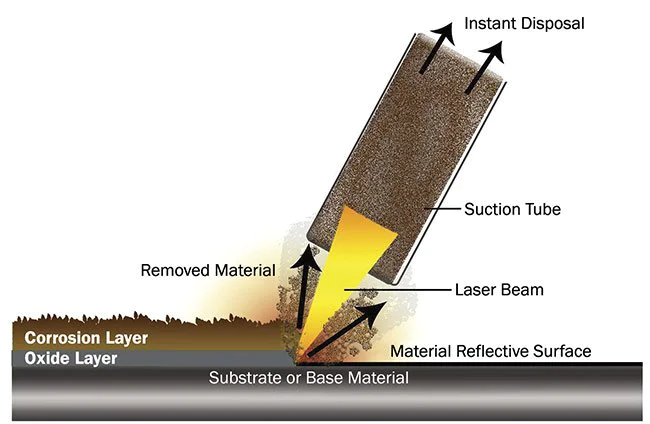
Can the laser rust remover be used for precise de-ester cleaning in the precision instrument industry?
laser welds cut tube-forming scrap.
by:QUESTT
2020-08-01
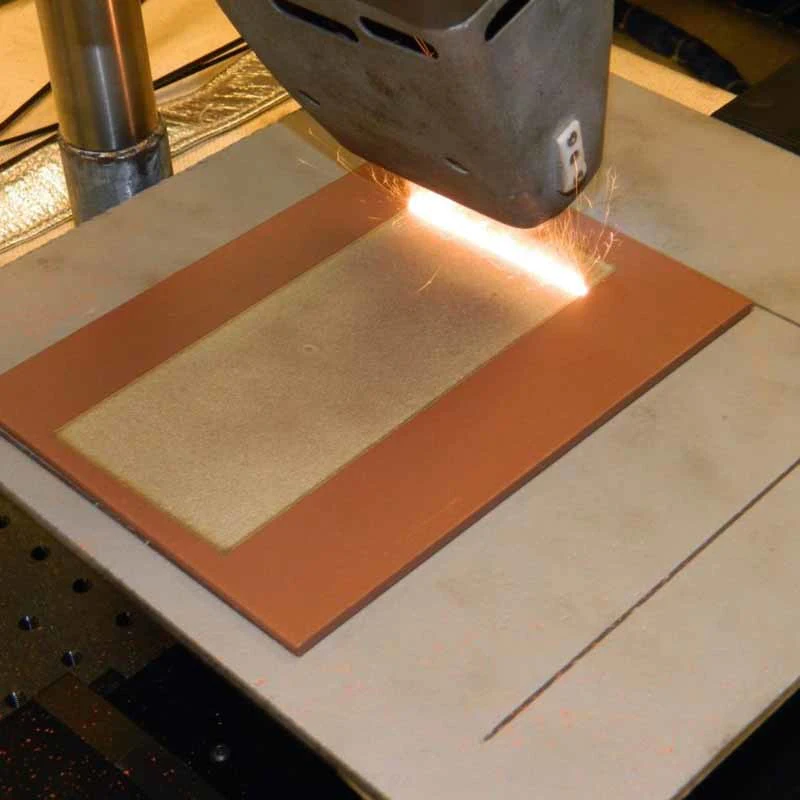
Laser welding cutting pipe
The formation of scratch chromium content is high, which provides the necessary heat for stainless steeland corrosion-
Resistance properties also produce welding
Seam problem of stainless steel pipe.
High scrap rate has always been a fact as it forms a stainless steel pipe through typical TIG or high-
Frequency induction welding process.
The reason why these methods produce chromiumoxide and iron-
Porous, non-porous oxide layer
For many applications, metal adhesion on the welding interface is not a problem.
However, under severe molding pressure (
Or service pressure)
In particular, the bending or cold forming of the flange, these welds may fail.
A key issue with TIG welding is that it is a relatively slow process.
Even with the use of protective gas, it is important to melt the surface area of the metal and the time it is exposed to oxygen.
Oxide films are formed not only at the welding interface, but also at the inner and outer welds and adjacent heat-affected zone.
In TIG welding, heat
The area affected is large, and the microstructure transition in this area reduces the forming and corrosion resistance of the material.
Using HF induction welding, the induction coil must be located before the pipe mill is squeezedroll assembly.
This means that the edges of the metal are exposed to oxygen and generally do not have the benefit of shielding the gas.
In addition, the coolant used to cool the induction coil usually enters the welding zone.
As the seams are squeezed together
Roller assembly, oxide and coolant inclusions are contained in the weld.
With TIG, high squeeze-
Rolling pressure is necessary for discharging oxide and cooling inclusions, but some will remain at the welding interface and form air holes.
This additional pressure will also create serious internal and external welds that must be mechanically removed.
This is relatively simple for external welding channels, but trouble and time-
The inner beads of consumption.
Although HF induction welding generates the highest stainless steel welding speed at the lowest unit length cost, it is cold
The scrap rate can be as high as 20%.
Other adverse factors include the cost of coolant and the adverse effects of coolant on extrusion
Roller Life and maintenance.
Why is laser welding no different from these processes?
Due to the high energy density of the thelaser beam, the blob size is small (0. 003\"to 0. 040\")
, The volume of the molten metal is less than TIGwelding, and the surface area exposed to oxidation is smaller.
In addition, since laser welding of stainless steel pipes is two to three times faster than TIG, the time of exposure of molten metal to oxidation is greatly reduced.
In addition, the smaller heat
The microstructure changes in the affected areas are minimal.
The key difference compared to HF induction welding is that laser tube welding occurs during extrusion-roll assembly.
This ensures close cooperation.
Unlike the unshielded, exposed to oxygen and coolant and the edges with clearance, it is accompanied by the flow of protective gases.
As a result, laser-
The welded pipe joints are actually free of ofoxidation and associated air holes. Their cold-
The formation failure rate is about 1%, compared to 5% and 20% for formation failure rates for TIG and HF induction, respectively.
Laser welding is not needed because of extrusion-
The roller pressure is less than the roller pressure required for HF induction extrusion of the package.
Since the filling material is not usually used, the laser melting core is the parent material and produces a strong, lowcost weld.
However, the lack of this filling material and the small size of the laser means close cooperation
Need up: 0.
001 \"tolerances for Gap, mismatch and seam position.
Some laser tubes though-
The welding system can maintain these tolerances without Weld tracking, and optical and mechanical tracking methods are widely used to correct horizontal and vertical deviations.
The formation of scratch chromium content is high, which provides the necessary heat for stainless steeland corrosion-
Resistance properties also produce welding
Seam problem of stainless steel pipe.
High scrap rate has always been a fact as it forms a stainless steel pipe through typical TIG or high-
Frequency induction welding process.
The reason why these methods produce chromiumoxide and iron-
Porous, non-porous oxide layer
For many applications, metal adhesion on the welding interface is not a problem.
However, under severe molding pressure (
Or service pressure)
In particular, the bending or cold forming of the flange, these welds may fail.
A key issue with TIG welding is that it is a relatively slow process.
Even with the use of protective gas, it is important to melt the surface area of the metal and the time it is exposed to oxygen.
Oxide films are formed not only at the welding interface, but also at the inner and outer welds and adjacent heat-affected zone.
In TIG welding, heat
The area affected is large, and the microstructure transition in this area reduces the forming and corrosion resistance of the material.
Using HF induction welding, the induction coil must be located before the pipe mill is squeezedroll assembly.
This means that the edges of the metal are exposed to oxygen and generally do not have the benefit of shielding the gas.
In addition, the coolant used to cool the induction coil usually enters the welding zone.
As the seams are squeezed together
Roller assembly, oxide and coolant inclusions are contained in the weld.
With TIG, high squeeze-
Rolling pressure is necessary for discharging oxide and cooling inclusions, but some will remain at the welding interface and form air holes.
This additional pressure will also create serious internal and external welds that must be mechanically removed.
This is relatively simple for external welding channels, but trouble and time-
The inner beads of consumption.
Although HF induction welding generates the highest stainless steel welding speed at the lowest unit length cost, it is cold
The scrap rate can be as high as 20%.
Other adverse factors include the cost of coolant and the adverse effects of coolant on extrusion
Roller Life and maintenance.
Why is laser welding no different from these processes?
Due to the high energy density of the thelaser beam, the blob size is small (0. 003\"to 0. 040\")
, The volume of the molten metal is less than TIGwelding, and the surface area exposed to oxidation is smaller.
In addition, since laser welding of stainless steel pipes is two to three times faster than TIG, the time of exposure of molten metal to oxidation is greatly reduced.
In addition, the smaller heat
The microstructure changes in the affected areas are minimal.
The key difference compared to HF induction welding is that laser tube welding occurs during extrusion-roll assembly.
This ensures close cooperation.
Unlike the unshielded, exposed to oxygen and coolant and the edges with clearance, it is accompanied by the flow of protective gases.
As a result, laser-
The welded pipe joints are actually free of ofoxidation and associated air holes. Their cold-
The formation failure rate is about 1%, compared to 5% and 20% for formation failure rates for TIG and HF induction, respectively.
Laser welding is not needed because of extrusion-
The roller pressure is less than the roller pressure required for HF induction extrusion of the package.
Since the filling material is not usually used, the laser melting core is the parent material and produces a strong, lowcost weld.
However, the lack of this filling material and the small size of the laser means close cooperation
Need up: 0.
001 \"tolerances for Gap, mismatch and seam position.
Some laser tubes though-
The welding system can maintain these tolerances without Weld tracking, and optical and mechanical tracking methods are widely used to correct horizontal and vertical deviations.
Custom message
Related Products