


Better Touch Better Business
Contact Sales at QUESTT.
Research Progress of Laser Cladding in Nuclear Power Valves
Nuclear power valve market prospects are very broad, but the current domestic valve manufacturing technology is backward, and high-parameter valves such as nuclear valves are mainly imported. As China's nuclear power construction gradually enters the fast lane, nuclear power "localization complex" has become increasingly strong. In the world, accidents caused by valve device sealing surface failure in nuclear power plants account for about 25% of nuclear power plant accidents. Therefore, very strict requirements are put forward for nuclear valve materials and manufacturing processes.
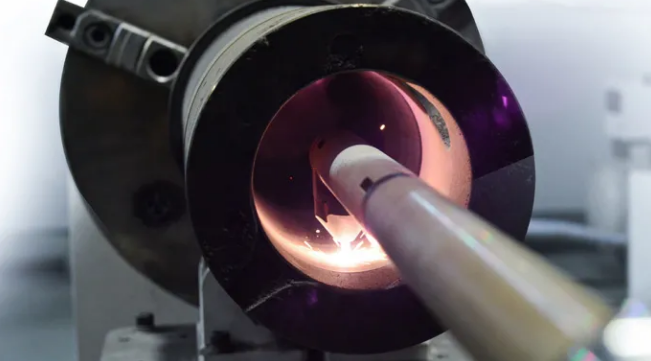
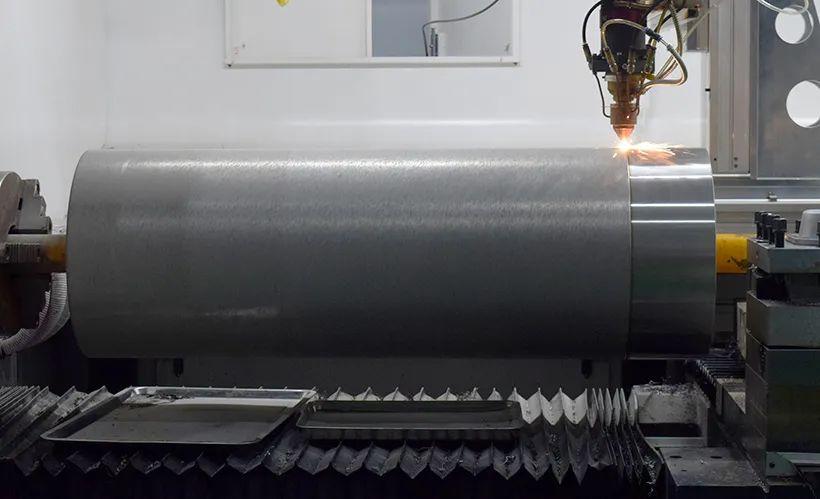
The sealing surface of nuclear valve is generally welded by surfacing welding. The quality and production efficiency of surfacing on the sealing surface of the valve depends not only on the surfacing material, but also on the advanced surfacing technology and automation equipment to a large extent. The research work of surfacing welding technology for valve sealing surfaces in China began in the early 1960s. After more than 40 years of development, valve surfacing methods have changed from manual arc welding and oxygen-bake flame surfacing to non-automated and low-efficiency surfacing. Welding methods have developed to the widespread use of efficient and automated surfacing methods, such as flame surfacing, plasma arc surfacing, and laser cladding. Advanced surfacing welding technology is currently a hot spot of competition in various countries, and the most promising one is laser cladding technology. This technology emerged in the 1980s. It uses a laser beam with high energy density to quickly fuse a certain special performance material on the surface of the substrate material and form a metallurgical bond with the substrate, forming a high performance that is completely different from the composition and performance of the substrate. Alloy cladding layer.
The laser cladding process has the characteristics of accurate control of heat input, high welding speed, fast cooling speed, small thermal distortion, and good controllability of thickness, composition and dilution rate. It can obtain dense structure and high performance (such as wear resistance, resistance The alloy surfacing layer with corrosion performance, oxidation resistance, thermal barrier performance, thermal cavitation and erosion wear, etc.) has the advantages that the traditional surfacing method does not have. Therefore, the application of laser cladding technology to the strengthening of the sealing surface is subject to It has been widely valued at home and abroad, and has been applied in many fields.
Due to the rapid development of nuclear power, the support of national policies and the needs of the market economy, it is imminent to master the development of high-parameter nuclear power valve technology. The outstanding advantages of laser cladding in surface strengthening technology and good results in practical applications have made many scholars work hard. Yu applied it to the study of strengthening the sealing surface of nuclear power valves.

Some scholars used laser surfacing welding process to cladding Co-based alloy on the austenite substrate of the sealing surface of the nuclear valve disc, and compared it with the plasma spray welding layer and arc surfacing layer. The test results showed that the surface of the strengthened layer obtained by laser cladding Smooth and flat, the laser cladding layer can reach 3mm at a time. Compared with other traditional surfacing welding processes, the molten layer structure has a scrap rate of less than 5%, significantly refined grains, low dilution rate, high yield, and the lowest corrosion rate in strong acid and alkali media. The hardness and wear resistance of the coating were also tested. The average hardness of the laser cladding layer reached HV740~860, while the average hardness of the plasma arc surfacing layer was only HV520~560. The surfacing layer under the two strengthening processes has undergone 3000 impacts, and the wear amount is 1.2mg and 2.53mg, respectively.

So far, the surfacing materials for the sealing surface of nuclear valves are generally diamond-containing alloys, such as Stellite6 or Stellite21. However, there are two outstanding problems with drill-based alloys: First, China is a country with a very lack of drill resources. The drill reserves are less than 2% of the world's reserves. The required drill resources mainly rely on imported drill concentrates and recycling of drill-containing waste; It is that the Cow in the abrasion and corrosion fragments of the drill-base alloy will be excited to form Co60 isotope, which will prolong the half-life of nuclear radiation, prolong the maintenance time and threat to maintenance personnel during shutdown and maintenance, and will greatly increase the shielding of nuclear fuel. Difficulty and cost. Therefore, the third-generation large-scale PWR nuclear power plants in the country, including AP1000 in the United States and French nuclear-grade valves, require the use of non-drilled alloys for the sealing surfaces. Since the 1990s, the domestically used drill-replacement alloys include NDG-2 # Sickle-based alloy. TDG-5 iron-based alloy welding wire and SF-6 iron-based saw hard surfacing electrode, but these drill-replacement materials are not as drill-based materials. That's the endorsement of users. The diamond substitute alloys used abroad include 410, 440C, 616, Norem02/02A and so on. 616 and Norem02/02A stainless steel alloys are more commonly used, but their high temperature resistance is still limited. Therefore, the use, development and promotion of drilling materials have a long way to go.
In summary, laser cladding technology is a promising advanced surface treatment technology, an effective way to improve the quality of the valve sealing surface, and has successfully entered the application stage. Using laser cladding technology, controlling the composition of the cladding layer and selecting a reasonable cladding process can enable the substrate to obtain properties that are difficult to obtain by other surface strengthening technologies, and give full play to the potential of the raw materials.
Copyright © 2019 Wuhan QUESTT ASIA Technology Co., Ltd. | All Rights Reserved
Hello, please leave your name and email here before chat online so that we won't miss your message and contact you smoothly.

