Solutions to Laser Welding Defects
throwing a little light on laser-cutting issues.
by:QUESTT
2020-04-12
Put a little light on the laser
Laser is undoubtedly a hot topic.
Like the evolution of robots, the laser starts to slow, and it is difficult to get recognition as an important metal processing tool.
Many people who are eager to provide you with laser technology have failed.
Now that the laser has gained credibility, the surviving suppliers are finally starting to make money ---
Their portfolio and experience base have met the testing needs of your application.
In order to better understand what laser can and cannot do as a cutting tool, what some of the latest buzzwords are about, and the direction of the technology, we talked with some experts from leading suppliers.
The following is based on a conversation with Theodore J. Cholin, senior application engineer, Ferati Sciaky Inc. , Chicago, IL;
Dennis J. Fortino, president of roffin
San Jose, California;
Ron Sanders is director of laser Darin precision services for the MN Eden Prarie Lumonics laser systems group.
The latest laser cutting tool provides a lot of arguments about the combined tool.
Equivalent to more than one
They also put in welding, cladding and heat-
Ability to treat.
But combining all of these features under one hood raises some debate about whether a machine can handle these features effectively.
Jorin of Ferranti Sciaky believes that the basic difference between cutting and welding is very small.
\"In both cases, you will create a molten key hole and pass it through the material.
If you apply low
Press the inert gas on the key hole (
Offset from laser nozzle)
The material reform behind the key hole, you will get a weld.
If you use higher
Blow the melted metal away and you will get a cut.
For a combined system, simply switch from one nozzle to another.
\"Don\'t you need to change the lens for different focusing?
\"No, you usually focus on the surface or a little bit for welding, and the depth for cutting.
It is a problem with lens adjustment, not a problem with lens replacement.
In order to cut very thin material, you may need a shorter focal length lens and you may need a longer focal length by weldinglength lens.
But in general, the change between cutting and welding is a change in the type and pressure of auxiliary gas, or a change in the focus of a given lens relative to the surface of the part. \" Rofin-
Dennis Fortino of sinner does not agree.
\"We did not see that the combined machine tool is suitable for the production environment, because the optical system for cutting is different from the optical system for welding.
There is a big difference in beam transmission.
You need a focus to cut
Lens arrangement for welding, mirror system.
The protection gas system and the movement mechanism are also different.
\"All lasers can do both, but you usually can\'t optimize both on one machine at the same time, despite the points
The United States and Europe are developing Beam robot systems for cutting and welding. The beam-Delivery System--
Assembly of the end of the robot arm ---
Totally different.
\"But the combined Machine obviously has its position, especially at work --
Store environment.
Sanders of Lumonics says their experience shows that most of their combined machines are used for welding and cutting.
\"This ratio is about 75 to 80.
Due to the main reason they originally purchased it and the actual usage rate of the machine, the percentage of cutting is high.
If it\'s going to work-
Store environment--
Whether it\'s a real work store or a jobshop-
Like a department in a big company. -
It will definitely be used for both functions.
But not stock-
The thickness capacity is completely different?
\"Of course,\" he admitted . \"
\"Just because the cutting auxiliary gas increases the heat release reaction, the cutting capacity is usually twice that of welding; i. e.
Oxygen helps burn the metal.
In welding, you just melt the metal with the laser itself, so the thickness or penetration depth of the welding is small.
\"But if you cut the material of the maximum thickness, you can\'t weld these parts with the same machine? \"Correct. A 1000-
For example, up to 0 W lasers can be welded.
120 \", cut 1/4\" material.
This difference has nothing to do with the optics involved, but simply the power obtained from the cutting assist gas.
\"Please note that you do not have to use a standard laser --
Cut the machine if it really doesn\'t fit your app.
You can work with suppliers of basic lasers and then go to a professional company to develop custom machines.
Of course, this is more expensive than stock machines, but if you don\'t need the flexibility of them (an X-
For example, Y table)
A special solution may pay off.
Find professional people with the right Laser
System experience, contact the CO2 laser manufacturer you need.
The main growth announced recently in solid capacity is:
Laser (
From 400 W to 2 kw w)
This means that at the low end of laser cutting/welding applications, they may challenge CO2 lasers soon.
Do people feel the threat of carbon dioxide?
\"I won\'t say that YAG will replace carbon dioxide,\" said Ferranti . \"Sciaky\'s Jorin.
\"Since their wavelength is much shorter, the laser attacks specific materials at a much higher rate than co2.
Therefore, their effects will be complementary, and although there are some CO2 applications currently associated with YAG, this is not possible when it is limited to 500 W.
YAG laser, Ruby laser and solid-state lasers (
Different from gas CO2 laser)
Use some form of solid media and pump the light by using a very strong flash or by using other lasers. The new 2-
KW\'s laser provides us with many possibilities.
Over-absorbing edges in some materials-
Copper, aluminum, precious metals, etc--
Their ability to provide power through flexible fiber is a great advantage.
The problem is, what power level is possible without damaging the fiberglass-
2 KW this restriction is being promoted.
\"It will be a long time to come before CO2 reaches 6 KW,\" Jorin observed . \".
However, there is no doubt that at some point in the future, most laser manufacturers will provide both YAG and CO2 lasers.
Most are not now. \" Rofin-
Fortino of Sinar agrees to the kilowatt electricity of YAG
The laser will challenge carbon dioxide, but it will also cause cost problems. \"A 1000-
More expensive is the W-nd laser. -
An order of magnitude--
While it is undeniable that it can do more work than CO2 lasers at the same power.
It is also very expensive to replace the YAG stick.
Therefore, although the technology is developing, its impact on carbon dioxide is still several years away, and it always creates economic barriers and largely maintains the complementary nature of its role.
\"YAG has provided a strong cutting competition for EDM, which can provide deeper cutting, but the speed is very slow, mainly for difficult cuttingto-
Machine materials.
\"Actually,\" Fortino notes, \"we see more YAG applications than CO2 applications.
Typically, the YAG Technology will provide a speed advantage over the EDM, but there will be a sacrifice in cutting quality.
EDM does not challenge co2.
We cut and weld with 100 ipm while EDM is a more accurate and slower process.
Considering our CO2 equipment, customers are also considering using lasers for this work, which is very rare.
\"Mirror maintenance mirror and lens maintenance is one of the subtle tasks of laser ownership, which scares some potential users.
Over time, anything in the atmosphere-
Oil, dust, dirt, etc. -
Will be collected on key optical surfaces and burned into their coating.
After several thousand hours of normal use, it needs to be replaced (
Around $500 per lens or mirror).
The more optical elements, the more maintenance, the more alignment is required to effectively transmit the beam to the workpiece.
For example, each mirror can absorb 1 to 6% of the transmitted energy, and the more mirrors, the greater the loss of energy over time.
To ensure alignment stability, they must be cooled to keep the temperature constant.
The key is regular maintenance. -
Don\'t wait until the power cut becomes obvious, though if you start with an extra power supply, you can go further between the replacements.
Cleaning is a relatively simple problem with the use of optical paper and transgender alcohol.
You remove the mirror from its holder, handle it carefully, and wipe it according to the manufacturer\'s instructions.
In cutting applications, lenses need more maintenance than mirrors because they are directly damaged by splashes and smoke. Plasma-
Compared with the cutting of the thickness of the cutting board, the plasma torch is difficult to beat (
See \"case of plasma\", tools and production, February, 66-69).
Key reasons for choosing laser instead of plasma
The cutting system is: 1.
The thermal impact area of the laser is much smaller. 2.
It provides a cleaner cut. 3.
It has a lot of straight walls.
The plasma always produces a tapered cut, although you can spiral the gas to control the cut and get the tapered cut only on one side.
The attitude of the laser can be changed if needed to produce a bevel effect.
On the other hand, if you only cut parts for later MIG welding, then the motivation to pay for laser welding is small --cut quality.
The control of laser power is very flexible.
The CO2 laser can cycle for a few milliseconds at the source to obtain various pulse waveforms (
Duty cycle and peak power)
, Or their power levels can be changed at the source to obtain a variety of constant-
Wave strength.
We also turned off the laser.
The result is a full range of fines.
Power level tuning from sim to full power.
Just 5w can be used to pass through a layer of paper, not the one below.
Drilling depth is another story. Blind-
In non-metallic materials, the depth of the hole is easy to control, because with these organic materials, almost all the energy will evaporate the material-
95% is evaporated and 5% melts.
But in metal, 70% melt and 30% evaporate.
Therefore, the problem with drilling blind holes is to remove the melted material from the holes.
However, the welding depth can be controlled better because it is not metal
Clear the situation.
Because the height of the laser-
Speed cutting capability of thin material-
Hundreds/minutes--
Control must respond quickly: this means fast servo update time, high block reading rate, etc.
While some parts can be cut at speeds of 400 to 500 ipm, turning a compact radius requires much slower programming.
Sharp turns sacrifice precision due to system vibration, so when you come to the corner of the part, you have to lower the power level to avoid creating holes.
Here, the system integrating CNC controller (
Moving part or beam)
With the control of the laser itself (
Power, waveform, etc)
Is the best position for custom cutting dynamics.
Another option is to have a control panel for laser and another for CNC, and the operator must choose from a limited number of laser power selections for a given cut.
When the CNC is connected directly to the laser, you can control all the laser parameters from the part Program--
Pulse frequency and pulse width (duty cycle)--
These can be changed from one programming block to the next.
This allows automatic power control--
Power matched to feed speed-
And the problem of excessive power can be avoided at the sharp angle.
In laser cutting and all metal cutting, software is critical to the performance of the system.
Ron Sanders of Lumonics describes some of the typical laser cutting challenges
Cutting condition.
\"In aerospace work, we drill holes and cut accurate profiles on relatively thin parts around 1/8.
Our linear accuracy is 0.
Travel 0005 \"/foot.
In general, we can keep positive and negative 0.
002 \"or positive and negative 0.
003 \"there is not much problem, we have the ability to locate the surface of three objects
Forming parts with automatic size
Focus control, we can compensate for changes in the part or its position.
Using the laser probe as a capacitor sensor, we can-
The electronic fixture of the part to compensate for the imperfect part.
Our automatic function
The lookup software enables the machine to position the part datum electronically and make these adjustments to position one part to the next.
\"Is the laser cutting head no problem when entering the inside of the part?
\"Not necessarily,\" he replied . \"
\"For example, on the combustion liner, we enter the inside of the part many times.
We also have a wide range of accessories to reach the interior area as small as 1. 5\" dia.
We have rights.
Tilted head for obtaining the internal part that needs to be cut from the inside.
\"Essentially, it\'s like a simple tool change.
You remove the nozzle, stick it to a different lens, and run it.
It can be imagined that at some point in the future, it can be processed like an automatic replacement tool, but in general, cycle time is not important to ensure automation.
\"Is laser safety a serious problem?
I have been told that this is not true, although it is a sensitive topic given the potential responsibility for misuse.
Obviously, the worst situation that people who stick their hands under the beam can happen is the burn, which is equivalent to picking up a hot soldering iron.
While this is certainly not pleasant, it is not a problem to lose your fingers, hands or vision.
The effect of laser cutting meat is not as good as that of cutting metal.
On the other hand, the YAG laser needs special attention to protect the eyes.
Standard safety glasses can shield the CO2 wavelength and are all the protection that the operator usually needs.
However, because it can transmit and damage the retina through the eyes, special glasses are needed.
So it\'s usually closed.
Since the laser has a narrow cut width of only a few parts per thousand, the volume of the evaporated material is very small, and this is something that a fairly good exhaust system can use to protect the operator.
A simple solution is to hang the plastic heat
The curtain of the barrier from the exhaust pipe on the overhead can control the smoke.
Because the higher
Power lasers are usually only used for welding, and for these cases you can use the standard welding exhaust pre-focus--filters, smog-hogs, etc.
Cutting plastic, however, is another matter.
Because these combustion products will never burn completely, there is a danger of very toxic exhaust products here.
These situations should be treated more carefully.
Based on Dennis Fortino\'s extensive experience in Europe, he was able to detect the trend of laser cutting well.
What we saw was a race of horsepower. -
Drive higher power in cutting apps-
2 and 3 KW in good cutting mode--
Improvements have been made in both speed and cutting thickness.
When this happens, though DC fast-axial-
The flow laser will continue to dominate 2-
KW and the following applications.
The second major trend is to go beyond two.
Size sheet-
Metal processing into five
3-axis Laser Cutting
Size parts.
This is the hottest part of Japan at the moment and is starting to come to the United States.
\"According to Jorin of Ferranti Sciaky, there has been a lot of interest in laser powder cladding recently ---
It is usually the cladding of the turbine blade to update its geometry.
Most of the packaged parts are relatively small, or the surface area that needs to be packaged is small, so it is very suitable for the programmable accuracy of the laser.
In the competition with the plasma cladding, the laser brings the advantage of small heat
Low distortion, high power concentration and high speed impact areas.
Another ideal application for laser cutting is trimming three
Size shapes, such as birthday clothes, where easy
Programming a laser is much cheaper than making a mold cut or special tool to resist the finishing force.
Fortino said: \"This has happened a lot. In the aerospace field, production operation is not very large.
Here and Japan), a lot in off-
Prototype-vehicle road equipment
Some stores and general industrial applications.
All these potential applications are needed.
The shaft system does the job.
Sanders at Lumonics added, \"it depends on the parts, but we can make some auto parts as quickly as possible.
Ideal application ideal laser
The cutting application is obviously flat. sheet work--
Thickness, not plate-and small lots.
The other candidates are subtle.
Tolerance parts or special applications, such as high-strength, low-
This will cause serious damage to traditional cutting tools or band saws. Even some tube-
Deadlines are turning to laser cutting: exhaust systems and stainless steel pipes where you want to eliminate material losses and/or improve the surface finish of the cut due to the swinging saw blade to eliminate
Japanese use laser to cut camera parts into near net or even net shapes.
The exact part comes from the laser-
Cut the machine and enter the camera directly.
As people learn more about the technology, people turn their attention from specific cutting operations to lasers --
The advantages of cutting parts in the downstream process.
They found that with the increased flexibility of the laser and smaller economic batches, they can eliminate operations, reduce inventory, and improve quality through cleaner, more accurate cutting.
\"That\'s why the laser replaced the saw --
\"Blade cutting,\" Fortino said.
\"It eliminates special molds and special handling.
Users can use very small batches without tools, just programming.
We saw this on paper.
Metal and prototype stores-
The mold is no longer needed to make 200 prototype parts for the automotive industry, or to chew on the prototype shape when it can be laser cut.
\"I think you will see a move to the high --
Production application with joint arm for laser cutting or drillingline.
An example is decoration on a car.
Now, punch holes in the plate before the parts are formed and assembled.
Therefore, using these holes for decorative alignment on assembled body is a big problem.
A better solution is to build the body without these holes and laser-drill them on-line.
The same idea applies to door alignment, hinges, cabinets, etc;
In other industries.
\"The focus of the future, Fortino believes, is the time to get the laser industry out of trouble
Technical Image, busy solving practical problems in the workshop.
\"The industry must go beyond throwing out technical buzzwords and focus more on what needs to be done to complete a given application at the most cost-effective --
Effective and reliable approach.
If we pay attention to this, laser technology will have a significant impact on the manufacturing industry.
The end user doesn\'t care if his laser is RF-
Excitement, DC or whatever.
This is a discussion among laser physicists.
To make this a problem with the machine
The tool industry is a serious mistake.
The proof of this technology is to put the parts on the laser machine and cut them.
The machine that does the best job should get the order.
He also saw a machine.
The optimization process began to benefit users.
\"The best laser technology is being integrated with the best machines --
Good tool technology, cost-
Competitive laser
The cutting system is compared to the alternative cutting method.
The result is more final value for users than any laser.
Technology development. \"At IMTS-
In 88, there is a laser cutting system with a fully integrated laser, complete CNC function for less than $200,000.
Great!
This will continue to be the low end of the price range.
\"Sanders of Lumonics is also very enthusiastic.
\"The laser does not need to withstand the dynamic force of the punch press or other metal processing tools, so a more appropriate base design and motion system reduce the cost of the system.
Drivers with higher resolution, speed and accuracy better match the ability of the laser and improve the cutting quality.
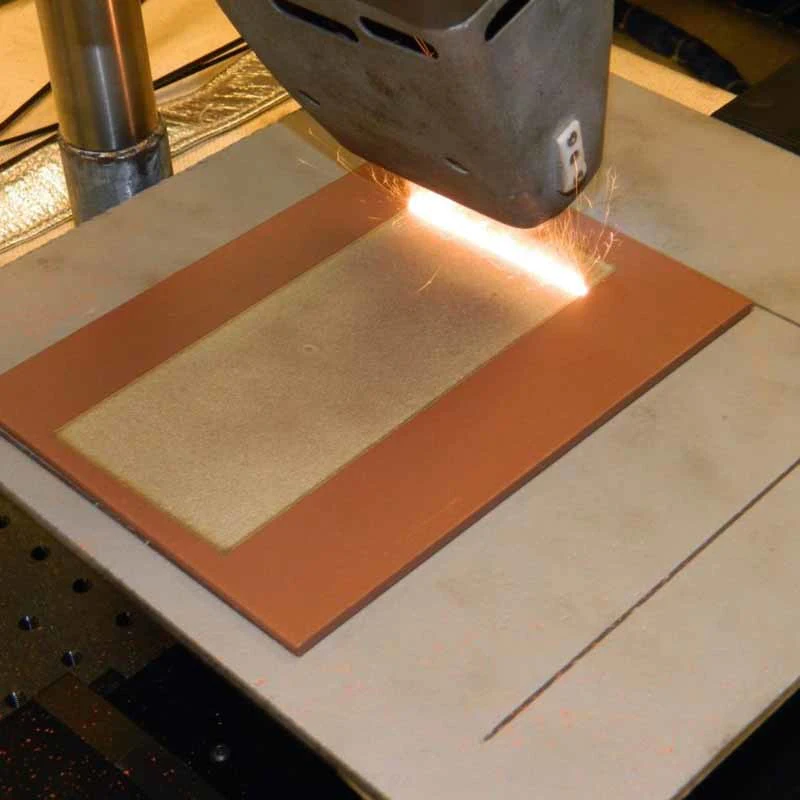
Photo: Curve cut.
Create an entrance in steam
The 3/16 \"405 stainless steel turbine belt is an ideal photo for laser cutting: Mission.
The cutting speed is 20 ipm, and the accuracy is positive and negative 0. 002\".
Photo: clean, precise cutting can eliminate secondary operation. PHOTO : Job-shop duo.
The contract work of Lumonic\'s Laserdyne Precision Services Div is combined in one photo: a single laser machining center
Shaft wire cutting of jet hole
Engine liner with photo: automatic weldingexhaust tubing.
Photo: modular upgrade.
Ferranti Sciaky\'s AF Laser provides a modular approach to beam photos: power and transmission modes.
If you need more power, you don\'t have to give up the photo: resonator, just increase the amplified leg and increase its power output to 6 KW.
PHOTO : Laser-bot. The L-
100 from GMFanuc Robotics
Shaft electric robot for laser Photos: cutting, welding, cladding and heat treatment.
Its whole, completely closed four
Photo of mirror: Beam
Delivery systems minimize alignment problems while maximizing security and power consumption. Point-to-
Point repeatability is positive and negative 0.
05mm, it can hold most Photos: CO2 laser.
Photo: Unlike the laser system for cutting plates for most moving workpieces, Trumpf L Photo: 3003 moving laser head.
This allows the cutting of hard and brittle material as well as the softness and photo: the soft material.
Laser is undoubtedly a hot topic.
Like the evolution of robots, the laser starts to slow, and it is difficult to get recognition as an important metal processing tool.
Many people who are eager to provide you with laser technology have failed.
Now that the laser has gained credibility, the surviving suppliers are finally starting to make money ---
Their portfolio and experience base have met the testing needs of your application.
In order to better understand what laser can and cannot do as a cutting tool, what some of the latest buzzwords are about, and the direction of the technology, we talked with some experts from leading suppliers.
The following is based on a conversation with Theodore J. Cholin, senior application engineer, Ferati Sciaky Inc. , Chicago, IL;
Dennis J. Fortino, president of roffin
San Jose, California;
Ron Sanders is director of laser Darin precision services for the MN Eden Prarie Lumonics laser systems group.
The latest laser cutting tool provides a lot of arguments about the combined tool.
Equivalent to more than one
They also put in welding, cladding and heat-
Ability to treat.
But combining all of these features under one hood raises some debate about whether a machine can handle these features effectively.
Jorin of Ferranti Sciaky believes that the basic difference between cutting and welding is very small.
\"In both cases, you will create a molten key hole and pass it through the material.
If you apply low
Press the inert gas on the key hole (
Offset from laser nozzle)
The material reform behind the key hole, you will get a weld.
If you use higher
Blow the melted metal away and you will get a cut.
For a combined system, simply switch from one nozzle to another.
\"Don\'t you need to change the lens for different focusing?
\"No, you usually focus on the surface or a little bit for welding, and the depth for cutting.
It is a problem with lens adjustment, not a problem with lens replacement.
In order to cut very thin material, you may need a shorter focal length lens and you may need a longer focal length by weldinglength lens.
But in general, the change between cutting and welding is a change in the type and pressure of auxiliary gas, or a change in the focus of a given lens relative to the surface of the part. \" Rofin-
Dennis Fortino of sinner does not agree.
\"We did not see that the combined machine tool is suitable for the production environment, because the optical system for cutting is different from the optical system for welding.
There is a big difference in beam transmission.
You need a focus to cut
Lens arrangement for welding, mirror system.
The protection gas system and the movement mechanism are also different.
\"All lasers can do both, but you usually can\'t optimize both on one machine at the same time, despite the points
The United States and Europe are developing Beam robot systems for cutting and welding. The beam-Delivery System--
Assembly of the end of the robot arm ---
Totally different.
\"But the combined Machine obviously has its position, especially at work --
Store environment.
Sanders of Lumonics says their experience shows that most of their combined machines are used for welding and cutting.
\"This ratio is about 75 to 80.
Due to the main reason they originally purchased it and the actual usage rate of the machine, the percentage of cutting is high.
If it\'s going to work-
Store environment--
Whether it\'s a real work store or a jobshop-
Like a department in a big company. -
It will definitely be used for both functions.
But not stock-
The thickness capacity is completely different?
\"Of course,\" he admitted . \"
\"Just because the cutting auxiliary gas increases the heat release reaction, the cutting capacity is usually twice that of welding; i. e.
Oxygen helps burn the metal.
In welding, you just melt the metal with the laser itself, so the thickness or penetration depth of the welding is small.
\"But if you cut the material of the maximum thickness, you can\'t weld these parts with the same machine? \"Correct. A 1000-
For example, up to 0 W lasers can be welded.
120 \", cut 1/4\" material.
This difference has nothing to do with the optics involved, but simply the power obtained from the cutting assist gas.
\"Please note that you do not have to use a standard laser --
Cut the machine if it really doesn\'t fit your app.
You can work with suppliers of basic lasers and then go to a professional company to develop custom machines.
Of course, this is more expensive than stock machines, but if you don\'t need the flexibility of them (an X-
For example, Y table)
A special solution may pay off.
Find professional people with the right Laser
System experience, contact the CO2 laser manufacturer you need.
The main growth announced recently in solid capacity is:
Laser (
From 400 W to 2 kw w)
This means that at the low end of laser cutting/welding applications, they may challenge CO2 lasers soon.
Do people feel the threat of carbon dioxide?
\"I won\'t say that YAG will replace carbon dioxide,\" said Ferranti . \"Sciaky\'s Jorin.
\"Since their wavelength is much shorter, the laser attacks specific materials at a much higher rate than co2.
Therefore, their effects will be complementary, and although there are some CO2 applications currently associated with YAG, this is not possible when it is limited to 500 W.
YAG laser, Ruby laser and solid-state lasers (
Different from gas CO2 laser)
Use some form of solid media and pump the light by using a very strong flash or by using other lasers. The new 2-
KW\'s laser provides us with many possibilities.
Over-absorbing edges in some materials-
Copper, aluminum, precious metals, etc--
Their ability to provide power through flexible fiber is a great advantage.
The problem is, what power level is possible without damaging the fiberglass-
2 KW this restriction is being promoted.
\"It will be a long time to come before CO2 reaches 6 KW,\" Jorin observed . \".
However, there is no doubt that at some point in the future, most laser manufacturers will provide both YAG and CO2 lasers.
Most are not now. \" Rofin-
Fortino of Sinar agrees to the kilowatt electricity of YAG
The laser will challenge carbon dioxide, but it will also cause cost problems. \"A 1000-
More expensive is the W-nd laser. -
An order of magnitude--
While it is undeniable that it can do more work than CO2 lasers at the same power.
It is also very expensive to replace the YAG stick.
Therefore, although the technology is developing, its impact on carbon dioxide is still several years away, and it always creates economic barriers and largely maintains the complementary nature of its role.
\"YAG has provided a strong cutting competition for EDM, which can provide deeper cutting, but the speed is very slow, mainly for difficult cuttingto-
Machine materials.
\"Actually,\" Fortino notes, \"we see more YAG applications than CO2 applications.
Typically, the YAG Technology will provide a speed advantage over the EDM, but there will be a sacrifice in cutting quality.
EDM does not challenge co2.
We cut and weld with 100 ipm while EDM is a more accurate and slower process.
Considering our CO2 equipment, customers are also considering using lasers for this work, which is very rare.
\"Mirror maintenance mirror and lens maintenance is one of the subtle tasks of laser ownership, which scares some potential users.
Over time, anything in the atmosphere-
Oil, dust, dirt, etc. -
Will be collected on key optical surfaces and burned into their coating.
After several thousand hours of normal use, it needs to be replaced (
Around $500 per lens or mirror).
The more optical elements, the more maintenance, the more alignment is required to effectively transmit the beam to the workpiece.
For example, each mirror can absorb 1 to 6% of the transmitted energy, and the more mirrors, the greater the loss of energy over time.
To ensure alignment stability, they must be cooled to keep the temperature constant.
The key is regular maintenance. -
Don\'t wait until the power cut becomes obvious, though if you start with an extra power supply, you can go further between the replacements.
Cleaning is a relatively simple problem with the use of optical paper and transgender alcohol.
You remove the mirror from its holder, handle it carefully, and wipe it according to the manufacturer\'s instructions.
In cutting applications, lenses need more maintenance than mirrors because they are directly damaged by splashes and smoke. Plasma-
Compared with the cutting of the thickness of the cutting board, the plasma torch is difficult to beat (
See \"case of plasma\", tools and production, February, 66-69).
Key reasons for choosing laser instead of plasma
The cutting system is: 1.
The thermal impact area of the laser is much smaller. 2.
It provides a cleaner cut. 3.
It has a lot of straight walls.
The plasma always produces a tapered cut, although you can spiral the gas to control the cut and get the tapered cut only on one side.
The attitude of the laser can be changed if needed to produce a bevel effect.
On the other hand, if you only cut parts for later MIG welding, then the motivation to pay for laser welding is small --cut quality.
The control of laser power is very flexible.
The CO2 laser can cycle for a few milliseconds at the source to obtain various pulse waveforms (
Duty cycle and peak power)
, Or their power levels can be changed at the source to obtain a variety of constant-
Wave strength.
We also turned off the laser.
The result is a full range of fines.
Power level tuning from sim to full power.
Just 5w can be used to pass through a layer of paper, not the one below.
Drilling depth is another story. Blind-
In non-metallic materials, the depth of the hole is easy to control, because with these organic materials, almost all the energy will evaporate the material-
95% is evaporated and 5% melts.
But in metal, 70% melt and 30% evaporate.
Therefore, the problem with drilling blind holes is to remove the melted material from the holes.
However, the welding depth can be controlled better because it is not metal
Clear the situation.
Because the height of the laser-
Speed cutting capability of thin material-
Hundreds/minutes--
Control must respond quickly: this means fast servo update time, high block reading rate, etc.
While some parts can be cut at speeds of 400 to 500 ipm, turning a compact radius requires much slower programming.
Sharp turns sacrifice precision due to system vibration, so when you come to the corner of the part, you have to lower the power level to avoid creating holes.
Here, the system integrating CNC controller (
Moving part or beam)
With the control of the laser itself (
Power, waveform, etc)
Is the best position for custom cutting dynamics.
Another option is to have a control panel for laser and another for CNC, and the operator must choose from a limited number of laser power selections for a given cut.
When the CNC is connected directly to the laser, you can control all the laser parameters from the part Program--
Pulse frequency and pulse width (duty cycle)--
These can be changed from one programming block to the next.
This allows automatic power control--
Power matched to feed speed-
And the problem of excessive power can be avoided at the sharp angle.
In laser cutting and all metal cutting, software is critical to the performance of the system.
Ron Sanders of Lumonics describes some of the typical laser cutting challenges
Cutting condition.
\"In aerospace work, we drill holes and cut accurate profiles on relatively thin parts around 1/8.
Our linear accuracy is 0.
Travel 0005 \"/foot.
In general, we can keep positive and negative 0.
002 \"or positive and negative 0.
003 \"there is not much problem, we have the ability to locate the surface of three objects
Forming parts with automatic size
Focus control, we can compensate for changes in the part or its position.
Using the laser probe as a capacitor sensor, we can-
The electronic fixture of the part to compensate for the imperfect part.
Our automatic function
The lookup software enables the machine to position the part datum electronically and make these adjustments to position one part to the next.
\"Is the laser cutting head no problem when entering the inside of the part?
\"Not necessarily,\" he replied . \"
\"For example, on the combustion liner, we enter the inside of the part many times.
We also have a wide range of accessories to reach the interior area as small as 1. 5\" dia.
We have rights.
Tilted head for obtaining the internal part that needs to be cut from the inside.
\"Essentially, it\'s like a simple tool change.
You remove the nozzle, stick it to a different lens, and run it.
It can be imagined that at some point in the future, it can be processed like an automatic replacement tool, but in general, cycle time is not important to ensure automation.
\"Is laser safety a serious problem?
I have been told that this is not true, although it is a sensitive topic given the potential responsibility for misuse.
Obviously, the worst situation that people who stick their hands under the beam can happen is the burn, which is equivalent to picking up a hot soldering iron.
While this is certainly not pleasant, it is not a problem to lose your fingers, hands or vision.
The effect of laser cutting meat is not as good as that of cutting metal.
On the other hand, the YAG laser needs special attention to protect the eyes.
Standard safety glasses can shield the CO2 wavelength and are all the protection that the operator usually needs.
However, because it can transmit and damage the retina through the eyes, special glasses are needed.
So it\'s usually closed.
Since the laser has a narrow cut width of only a few parts per thousand, the volume of the evaporated material is very small, and this is something that a fairly good exhaust system can use to protect the operator.
A simple solution is to hang the plastic heat
The curtain of the barrier from the exhaust pipe on the overhead can control the smoke.
Because the higher
Power lasers are usually only used for welding, and for these cases you can use the standard welding exhaust pre-focus--filters, smog-hogs, etc.
Cutting plastic, however, is another matter.
Because these combustion products will never burn completely, there is a danger of very toxic exhaust products here.
These situations should be treated more carefully.
Based on Dennis Fortino\'s extensive experience in Europe, he was able to detect the trend of laser cutting well.
What we saw was a race of horsepower. -
Drive higher power in cutting apps-
2 and 3 KW in good cutting mode--
Improvements have been made in both speed and cutting thickness.
When this happens, though DC fast-axial-
The flow laser will continue to dominate 2-
KW and the following applications.
The second major trend is to go beyond two.
Size sheet-
Metal processing into five
3-axis Laser Cutting
Size parts.
This is the hottest part of Japan at the moment and is starting to come to the United States.
\"According to Jorin of Ferranti Sciaky, there has been a lot of interest in laser powder cladding recently ---
It is usually the cladding of the turbine blade to update its geometry.
Most of the packaged parts are relatively small, or the surface area that needs to be packaged is small, so it is very suitable for the programmable accuracy of the laser.
In the competition with the plasma cladding, the laser brings the advantage of small heat
Low distortion, high power concentration and high speed impact areas.
Another ideal application for laser cutting is trimming three
Size shapes, such as birthday clothes, where easy
Programming a laser is much cheaper than making a mold cut or special tool to resist the finishing force.
Fortino said: \"This has happened a lot. In the aerospace field, production operation is not very large.
Here and Japan), a lot in off-
Prototype-vehicle road equipment
Some stores and general industrial applications.
All these potential applications are needed.
The shaft system does the job.
Sanders at Lumonics added, \"it depends on the parts, but we can make some auto parts as quickly as possible.
Ideal application ideal laser
The cutting application is obviously flat. sheet work--
Thickness, not plate-and small lots.
The other candidates are subtle.
Tolerance parts or special applications, such as high-strength, low-
This will cause serious damage to traditional cutting tools or band saws. Even some tube-
Deadlines are turning to laser cutting: exhaust systems and stainless steel pipes where you want to eliminate material losses and/or improve the surface finish of the cut due to the swinging saw blade to eliminate
Japanese use laser to cut camera parts into near net or even net shapes.
The exact part comes from the laser-
Cut the machine and enter the camera directly.
As people learn more about the technology, people turn their attention from specific cutting operations to lasers --
The advantages of cutting parts in the downstream process.
They found that with the increased flexibility of the laser and smaller economic batches, they can eliminate operations, reduce inventory, and improve quality through cleaner, more accurate cutting.
\"That\'s why the laser replaced the saw --
\"Blade cutting,\" Fortino said.
\"It eliminates special molds and special handling.
Users can use very small batches without tools, just programming.
We saw this on paper.
Metal and prototype stores-
The mold is no longer needed to make 200 prototype parts for the automotive industry, or to chew on the prototype shape when it can be laser cut.
\"I think you will see a move to the high --
Production application with joint arm for laser cutting or drillingline.
An example is decoration on a car.
Now, punch holes in the plate before the parts are formed and assembled.
Therefore, using these holes for decorative alignment on assembled body is a big problem.
A better solution is to build the body without these holes and laser-drill them on-line.
The same idea applies to door alignment, hinges, cabinets, etc;
In other industries.
\"The focus of the future, Fortino believes, is the time to get the laser industry out of trouble
Technical Image, busy solving practical problems in the workshop.
\"The industry must go beyond throwing out technical buzzwords and focus more on what needs to be done to complete a given application at the most cost-effective --
Effective and reliable approach.
If we pay attention to this, laser technology will have a significant impact on the manufacturing industry.
The end user doesn\'t care if his laser is RF-
Excitement, DC or whatever.
This is a discussion among laser physicists.
To make this a problem with the machine
The tool industry is a serious mistake.
The proof of this technology is to put the parts on the laser machine and cut them.
The machine that does the best job should get the order.
He also saw a machine.
The optimization process began to benefit users.
\"The best laser technology is being integrated with the best machines --
Good tool technology, cost-
Competitive laser
The cutting system is compared to the alternative cutting method.
The result is more final value for users than any laser.
Technology development. \"At IMTS-
In 88, there is a laser cutting system with a fully integrated laser, complete CNC function for less than $200,000.
Great!
This will continue to be the low end of the price range.
\"Sanders of Lumonics is also very enthusiastic.
\"The laser does not need to withstand the dynamic force of the punch press or other metal processing tools, so a more appropriate base design and motion system reduce the cost of the system.
Drivers with higher resolution, speed and accuracy better match the ability of the laser and improve the cutting quality.
Photo: Curve cut.
Create an entrance in steam
The 3/16 \"405 stainless steel turbine belt is an ideal photo for laser cutting: Mission.
The cutting speed is 20 ipm, and the accuracy is positive and negative 0. 002\".
Photo: clean, precise cutting can eliminate secondary operation. PHOTO : Job-shop duo.
The contract work of Lumonic\'s Laserdyne Precision Services Div is combined in one photo: a single laser machining center
Shaft wire cutting of jet hole
Engine liner with photo: automatic weldingexhaust tubing.
Photo: modular upgrade.
Ferranti Sciaky\'s AF Laser provides a modular approach to beam photos: power and transmission modes.
If you need more power, you don\'t have to give up the photo: resonator, just increase the amplified leg and increase its power output to 6 KW.
PHOTO : Laser-bot. The L-
100 from GMFanuc Robotics
Shaft electric robot for laser Photos: cutting, welding, cladding and heat treatment.
Its whole, completely closed four
Photo of mirror: Beam
Delivery systems minimize alignment problems while maximizing security and power consumption. Point-to-
Point repeatability is positive and negative 0.
05mm, it can hold most Photos: CO2 laser.
Photo: Unlike the laser system for cutting plates for most moving workpieces, Trumpf L Photo: 3003 moving laser head.
This allows the cutting of hard and brittle material as well as the softness and photo: the soft material.
Custom message
Related Products