What is the working principle of laser marking machine?
lasers: delivering the power of light for cutting, welding, marking, and surface modification.
by:QUESTT
2020-07-16
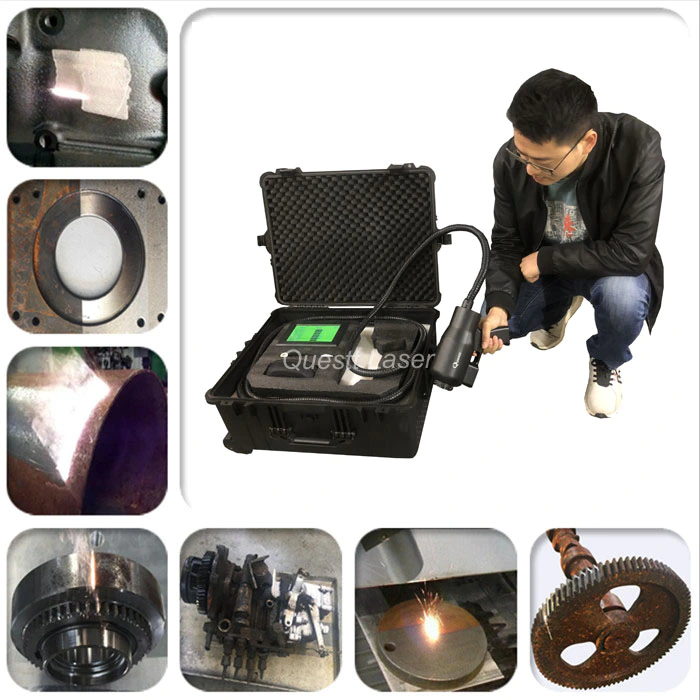
Laser is an important industrial tool for cutting, welding, marking and surface modification of materials.
As we all know, the derivation of this term is the first letter of acronym caused by the excitation Emission of Radiation, and the same is true of the stimulus medium: carbon dioxide gas (CO2)
And ND, y, aluminum, Garnet (Nd:YAG).
The power range of CO2 lasers is usually 100 W to 25,000 W for cutting and welding with an average power of 2000-watt range.
The laser uses PLC to monitor and control the gas, power supply and water. The man-
Machine interface allows programming, trouble-
Shoot and watch through yourself
Prompt control.
There is no barrier to language, because as long as you change a chip, you can get information in any language you need.
Maximizing CO2 laser productivity depends on the output power, beam quality and ease of operation of welding and surface treatment applications.
Latest introduction to dielectric-HF discharge
Coated electrodes instead of conventional anode/cathode copper
The type electrode eliminates one reason for the shutdown.
Conventional anode/cathode-
Type electrodes with DC discharge are vulnerable to contamination and require frequent daily maintenance to clean the cathode.
However, the dielectric surface is not contaminated during use, almost eliminating the need for electrode maintenance and shutdown.
Through cleaner emissions, pollution is minimized, extending the life of the laser optical system.
Advanced Control technology makes it easy to program, operate and monitor.
However, the next leap in CO2 laser technology goes beyond current transverse flow and fast axial flow laser technology. The diffusion-
The cooling design uses a unique technology that does not require complex gas circulation and cooling systems to maintain proper operating temperatures. The diffusion-
The cooling design eliminates the ease of wear and movement of components that require daily maintenance. The diffusion-
A cooling laser, also known as a wave duct laser, is a \"no flow\" laser with a cavity design for correcting optics and wave duct structures to produce beams close to Gaussian.
The power distribution and beam quality of the focus position can reach K-factor of 0. 7.
One of the main benefits of communication --
The cooling design is designed to minimize the need for maintenance.
The gas cycle is replaced by a pre-mixed gas bottle integrated into the laser head, which allows more than 2000 hours of operation.
Since there are no moving parts such as pumps or turbines that can be worn out, the maintenance requirements are minimal.
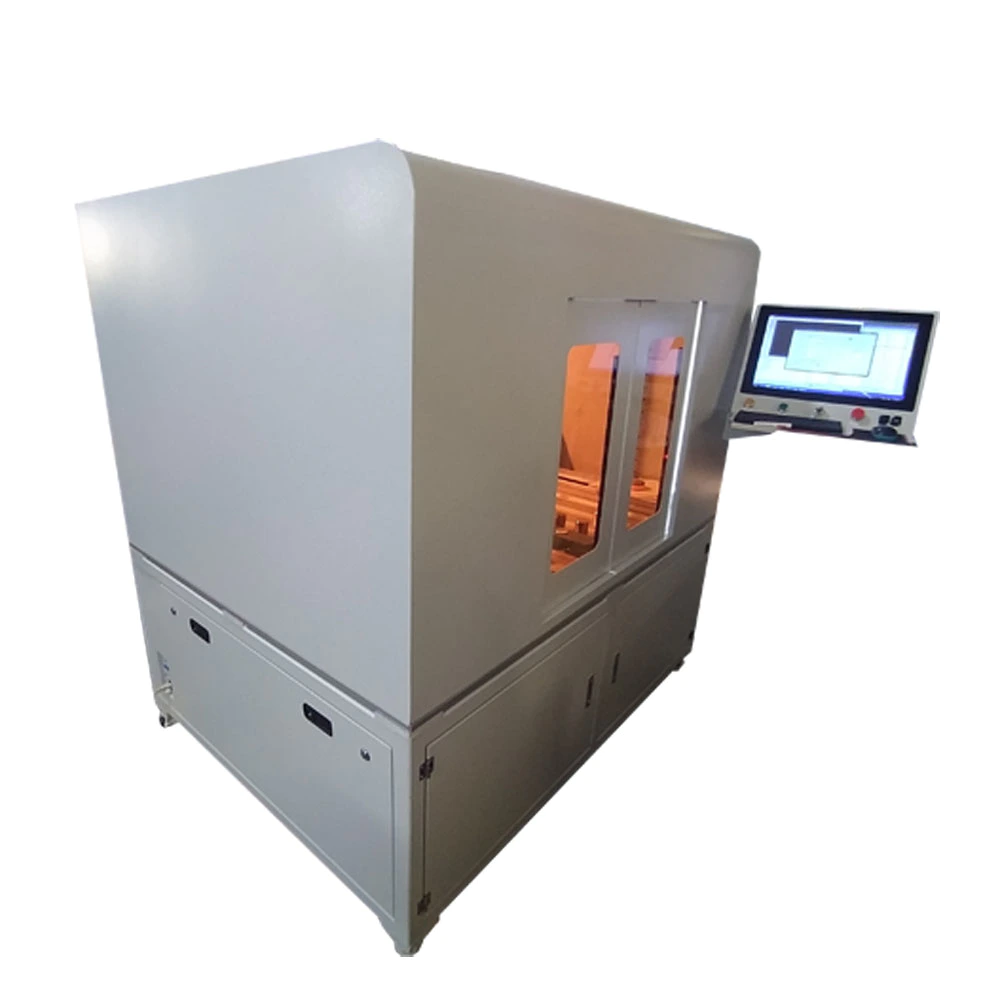
The compact size and lower weight of the laser concept allows the laser head to move easily, increases the potential range of cutting applications, and simplifies the integration of the laser with the manufacturing system, and the design of flying optics and moving tables.
Nd: YAG laser has become very popular for various reasons.
The optical fiber flexible cable can transmit the beam.
The floor area of the machine is usually smaller than that of a similar CO2 laser device.
There are obvious advantages when used in high reflective materials such as aluminum and copper.
The main limitation is the power, usually in the range of 2000 to 3000 Watts, while the power of the CO2 laser is as high as 25,000 watts.
Depending on the material and thickness to be processed, the Nd: YAG laser can be either a pulse wave or a continuous wave.
Pulses are beneficial for processing thicker materials and combustion coatings.
The more compact Nd: YAG laser at the beginning provides flexibility because the beam can be transmitted through the fiber cable, the beam can be split, switched, or diverted between workstations.
Some work can be done with both types of lasers, although the Nd: YAG laser has some premium.
Cutting and light welding is usually treated by laser from 750 to 2000 W.
Large cutting work
Debris requires a very good beam quality that can be achieved through pulses, super pulses, or continuous waves.
Welding Lasers are usually high power continuous wave machines, and although less dependent on high beam quality, the welding time can be significantly reduced, usually half, as the beam quality improves.
Cutting: In general, the laser can be used to cut almost any material and produce high
High quality finish, only partially heat the workpiece without the need to replace the tool.
They\'re small-and medium-
Production batch. The computer-
Control beams can produce any complex profile, which is particularly important for sheet metal processing.
The cutting edges generated by the laser are perpendicular to the surface and are very smooth and require almost no trimming.
The thickness of the steel sheet that can be cut Max is about 20mm, or 5/8 [inches]without dross.
The area heated by the pulse laser is much smaller, so very small profiles can be accurately processed.
Laser welding can be carried out without deformation, producing joints with outstanding mechanical properties and promoting automation and high
Speed processing.
Get a unique depth-
The typical welding effect of laser welding is that the beam is focused on the surface of the workpiece.
The Welds produced by the laser are very narrow and deep, with very good mechanical properties and very small heataffected zone.
Usually, auxiliary materials are not required for laser welding.
In addition, the laser provides high
Fast speed, fully automatic processing, very good weld quality.
Marking: the laser can adapt to various marking tasks.
Because this process is not
It can be used for marking of metal, plastic and ceramics.
Quality of the computer-
The controlled process is constant even in mass production.
Features include PC control, fully automatic marking, availability of fully integrated font types, and the ability to program any font, logo or graphic.
You can also import data from your CAD system.
The importance of laser marking is growing, especially in the automotive industry, to meet the anti-theft requirements of the 1997 model requirements and to provide traceability of parts and components for manufacturing quality control purposes.
For example, in the automotive industry, lasers are combined with robots to provide programmable marking in multiple locations and different models.
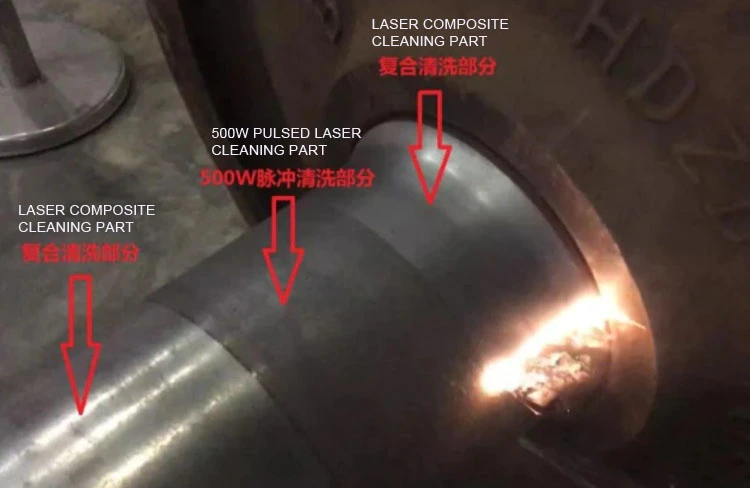
Selective modification: Surface hardening with a small amount of alloy and laser heating can selectively modify the material.
The high power density of the laser allows rapid heating and cooling rates and can be used for hard surfaces, re-melting or structural change materials in narrow or limited areas to produce new surfaces with improved properties.
Future developments will be driven around reducing the footprint of laser machines, providing more power and reducing prices by volume.
The test for cost reasonableness is $ per watt.
The most important question to ask when evaluating a laser system is still related to throughput: what kind of parts are being processed? how many? and how fast?
More information about Rofin-lasers
Sinna, 225 laps
Richard Walker, vice president of roffen
As we all know, the derivation of this term is the first letter of acronym caused by the excitation Emission of Radiation, and the same is true of the stimulus medium: carbon dioxide gas (CO2)
And ND, y, aluminum, Garnet (Nd:YAG).
The power range of CO2 lasers is usually 100 W to 25,000 W for cutting and welding with an average power of 2000-watt range.
The laser uses PLC to monitor and control the gas, power supply and water. The man-
Machine interface allows programming, trouble-
Shoot and watch through yourself
Prompt control.
There is no barrier to language, because as long as you change a chip, you can get information in any language you need.
Maximizing CO2 laser productivity depends on the output power, beam quality and ease of operation of welding and surface treatment applications.
Latest introduction to dielectric-HF discharge
Coated electrodes instead of conventional anode/cathode copper
The type electrode eliminates one reason for the shutdown.
Conventional anode/cathode-
Type electrodes with DC discharge are vulnerable to contamination and require frequent daily maintenance to clean the cathode.
However, the dielectric surface is not contaminated during use, almost eliminating the need for electrode maintenance and shutdown.
Through cleaner emissions, pollution is minimized, extending the life of the laser optical system.
Advanced Control technology makes it easy to program, operate and monitor.
However, the next leap in CO2 laser technology goes beyond current transverse flow and fast axial flow laser technology. The diffusion-
The cooling design uses a unique technology that does not require complex gas circulation and cooling systems to maintain proper operating temperatures. The diffusion-
The cooling design eliminates the ease of wear and movement of components that require daily maintenance. The diffusion-
A cooling laser, also known as a wave duct laser, is a \"no flow\" laser with a cavity design for correcting optics and wave duct structures to produce beams close to Gaussian.
The power distribution and beam quality of the focus position can reach K-factor of 0. 7.
One of the main benefits of communication --
The cooling design is designed to minimize the need for maintenance.
The gas cycle is replaced by a pre-mixed gas bottle integrated into the laser head, which allows more than 2000 hours of operation.
Since there are no moving parts such as pumps or turbines that can be worn out, the maintenance requirements are minimal.
The compact size and lower weight of the laser concept allows the laser head to move easily, increases the potential range of cutting applications, and simplifies the integration of the laser with the manufacturing system, and the design of flying optics and moving tables.
Nd: YAG laser has become very popular for various reasons.
The optical fiber flexible cable can transmit the beam.
The floor area of the machine is usually smaller than that of a similar CO2 laser device.
There are obvious advantages when used in high reflective materials such as aluminum and copper.
The main limitation is the power, usually in the range of 2000 to 3000 Watts, while the power of the CO2 laser is as high as 25,000 watts.
Depending on the material and thickness to be processed, the Nd: YAG laser can be either a pulse wave or a continuous wave.
Pulses are beneficial for processing thicker materials and combustion coatings.
The more compact Nd: YAG laser at the beginning provides flexibility because the beam can be transmitted through the fiber cable, the beam can be split, switched, or diverted between workstations.
Some work can be done with both types of lasers, although the Nd: YAG laser has some premium.
Cutting and light welding is usually treated by laser from 750 to 2000 W.
Large cutting work
Debris requires a very good beam quality that can be achieved through pulses, super pulses, or continuous waves.
Welding Lasers are usually high power continuous wave machines, and although less dependent on high beam quality, the welding time can be significantly reduced, usually half, as the beam quality improves.
Cutting: In general, the laser can be used to cut almost any material and produce high
High quality finish, only partially heat the workpiece without the need to replace the tool.
They\'re small-and medium-
Production batch. The computer-
Control beams can produce any complex profile, which is particularly important for sheet metal processing.
The cutting edges generated by the laser are perpendicular to the surface and are very smooth and require almost no trimming.
The thickness of the steel sheet that can be cut Max is about 20mm, or 5/8 [inches]without dross.
The area heated by the pulse laser is much smaller, so very small profiles can be accurately processed.
Laser welding can be carried out without deformation, producing joints with outstanding mechanical properties and promoting automation and high
Speed processing.
Get a unique depth-
The typical welding effect of laser welding is that the beam is focused on the surface of the workpiece.
The Welds produced by the laser are very narrow and deep, with very good mechanical properties and very small heataffected zone.
Usually, auxiliary materials are not required for laser welding.
In addition, the laser provides high
Fast speed, fully automatic processing, very good weld quality.
Marking: the laser can adapt to various marking tasks.
Because this process is not
It can be used for marking of metal, plastic and ceramics.
Quality of the computer-
The controlled process is constant even in mass production.
Features include PC control, fully automatic marking, availability of fully integrated font types, and the ability to program any font, logo or graphic.
You can also import data from your CAD system.
The importance of laser marking is growing, especially in the automotive industry, to meet the anti-theft requirements of the 1997 model requirements and to provide traceability of parts and components for manufacturing quality control purposes.
For example, in the automotive industry, lasers are combined with robots to provide programmable marking in multiple locations and different models.
Selective modification: Surface hardening with a small amount of alloy and laser heating can selectively modify the material.
The high power density of the laser allows rapid heating and cooling rates and can be used for hard surfaces, re-melting or structural change materials in narrow or limited areas to produce new surfaces with improved properties.
Future developments will be driven around reducing the footprint of laser machines, providing more power and reducing prices by volume.
The test for cost reasonableness is $ per watt.
The most important question to ask when evaluating a laser system is still related to throughput: what kind of parts are being processed? how many? and how fast?
More information about Rofin-lasers
Sinna, 225 laps
Richard Walker, vice president of roffen
Custom message
Related Products