Wuhan Optical Expo
How to Achieve Burr Free Laser-Cutting
by:QUESTT
2020-04-10
If you work in a laser cutting workshop, you will notice that the operator often unloads the metal plate of the cutting part.
After that, they will pick up the cut pieces from the nest to get a clean edge and get ready for the next step. Mostly right?
But sometimes you will notice that burrs on the surface still exist.
It may vary in size, but with some precautions you can reduce it.
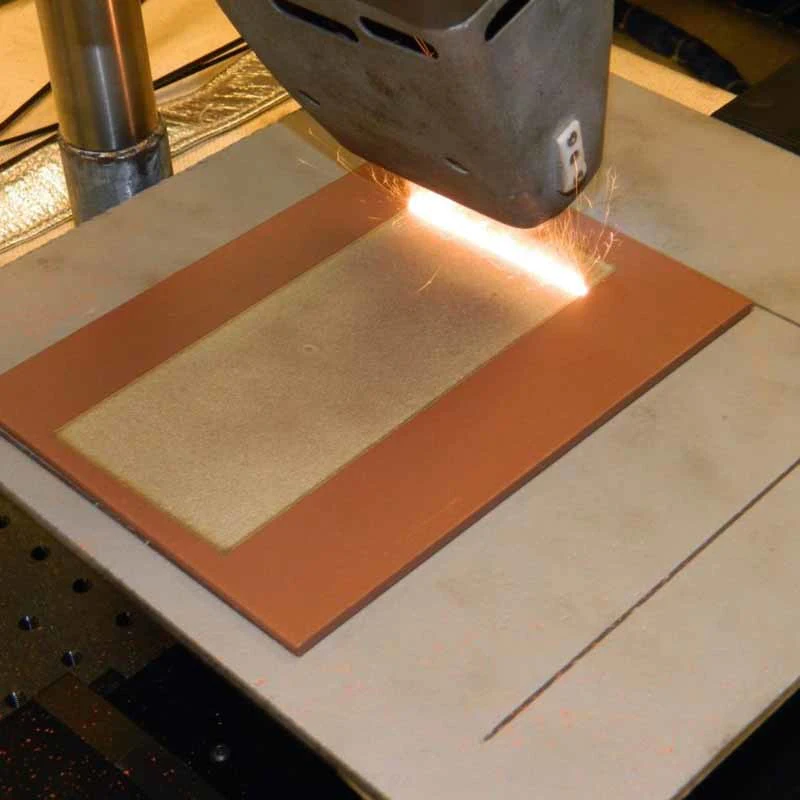
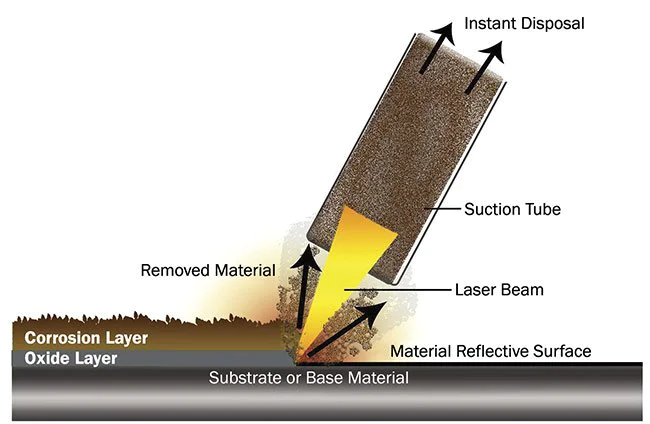
In order to discover the perfect setting, the operator must understand the process of laser cutting the beam, supporting the gas, contacting the workpiece, creating the perfect cutting edge in the product.
Implement burrs-
Free laser cutting is no longer a magic.
This is a strategy developed around the correct operation of the laser part, which you need to thoroughly understand to solve the problem. Let\'s see how.
In general, modern machines control laser beam elements.
Like the beam profile and beam power.
Beam focusing consists of a specific grade, thickness based on optical focusing.
In order to match the real focus position on the workpiece, Automation technicians usually check some parameters, including beam alignment, delivery system, nozzle centering, focus position, etc.
If the operator observed burrs on the bottom of the stainless steel cutting section
First, the operator needs to reduce the cutting speed of the laser beam.
You can justify this reaction because, in his opinion, the cutting speed is too high and the problem may be caused by this.
Once the operator reduces the cutting speed and gas pressure, he will find a larger burr.
Therefore, the production of burrs depends on the interaction between the beam, the material and the gas.
Once you understand their interactions, you will understand the creation of Burr.
When you work with a laser machine, a lot of energy is generated in the beam.
This allows the temperature of the metal to exceed its melting point.
Therefore, the metal exceeds the melting temperature, during which a strong gas force removes the metal from the cut.
When you use nitrogen, the cutting process depends entirely on the energy of the beam to melt the metal.
But when you cut carbon steel with oxygen, it seems that the hot metal interacts with oxygen, and with the increase of heat, it will produce an heat release reaction.
In this case, they form burrs as the molten metals solidify before they are removed.
This solid material will be harder at the bottom of the cut and will eventually form burrs.
Gas Dynamics when nitrogen is involved, the operator should ideally change the efficiency, quality and cost.
Nitrogen can reach 50% of the variable cost.
Therefore, it is important to control the consumption of this gas in laser cutting.
To maintain a high quality output, consider using a Trumpf laser component.
Make sure to select the smallest Trumpf laser nozzle to achieve the desired performance quality.
It is important to note that the nozzle size and diameter will vary greatly in terms of supporting gas flow.
At the time of decision, choose the smallest Trumpf laser nozzle size as they allow you to get a high quality laser cut without any burrs.
In the end, you can increase the flow rate with good molten metal separation without high pressure.
Slow is no better, the logic of nozzle diameter and gas pressure \"getting smaller\" does not apply to the cutting speed.
So when you slow down the cutting, you end up receiving more heat than kerf needs.
It follows that the temperature also rises and causes evaporation that disrupts the air flow.
Therefore, this interference will produce more burrs and make the quality worse.
You need a Trumpf laser nozzle to ensure the correct interaction between the cutting beam and the gas, which is the best way to avoid burrs.
In addition, the operator can also save burrs material by increasing the cutting speed accurately.
This increase in speed will minimize heat and ablation while restoring airflow dynamics to an appropriate state.
Carbon steel is cut by auxiliary oxygen while turning to oxygen of carbon steel, and the heating reaction needs to be at an accurate level, because here the level of oxygen purity will play a vital role.
Oxygen is very common.
Cutting carbon steel benefits from a higher level of oxygen purity.
If we use 99, we can increase the cutting speed by 30 to 40%.
95% of global oxygen purity.
After that, they will pick up the cut pieces from the nest to get a clean edge and get ready for the next step. Mostly right?
But sometimes you will notice that burrs on the surface still exist.
It may vary in size, but with some precautions you can reduce it.
In order to discover the perfect setting, the operator must understand the process of laser cutting the beam, supporting the gas, contacting the workpiece, creating the perfect cutting edge in the product.
Implement burrs-
Free laser cutting is no longer a magic.
This is a strategy developed around the correct operation of the laser part, which you need to thoroughly understand to solve the problem. Let\'s see how.
In general, modern machines control laser beam elements.
Like the beam profile and beam power.
Beam focusing consists of a specific grade, thickness based on optical focusing.
In order to match the real focus position on the workpiece, Automation technicians usually check some parameters, including beam alignment, delivery system, nozzle centering, focus position, etc.
If the operator observed burrs on the bottom of the stainless steel cutting section
First, the operator needs to reduce the cutting speed of the laser beam.
You can justify this reaction because, in his opinion, the cutting speed is too high and the problem may be caused by this.
Once the operator reduces the cutting speed and gas pressure, he will find a larger burr.
Therefore, the production of burrs depends on the interaction between the beam, the material and the gas.
Once you understand their interactions, you will understand the creation of Burr.
When you work with a laser machine, a lot of energy is generated in the beam.
This allows the temperature of the metal to exceed its melting point.
Therefore, the metal exceeds the melting temperature, during which a strong gas force removes the metal from the cut.
When you use nitrogen, the cutting process depends entirely on the energy of the beam to melt the metal.
But when you cut carbon steel with oxygen, it seems that the hot metal interacts with oxygen, and with the increase of heat, it will produce an heat release reaction.
In this case, they form burrs as the molten metals solidify before they are removed.
This solid material will be harder at the bottom of the cut and will eventually form burrs.
Gas Dynamics when nitrogen is involved, the operator should ideally change the efficiency, quality and cost.
Nitrogen can reach 50% of the variable cost.
Therefore, it is important to control the consumption of this gas in laser cutting.
To maintain a high quality output, consider using a Trumpf laser component.
Make sure to select the smallest Trumpf laser nozzle to achieve the desired performance quality.
It is important to note that the nozzle size and diameter will vary greatly in terms of supporting gas flow.
At the time of decision, choose the smallest Trumpf laser nozzle size as they allow you to get a high quality laser cut without any burrs.
In the end, you can increase the flow rate with good molten metal separation without high pressure.
Slow is no better, the logic of nozzle diameter and gas pressure \"getting smaller\" does not apply to the cutting speed.
So when you slow down the cutting, you end up receiving more heat than kerf needs.
It follows that the temperature also rises and causes evaporation that disrupts the air flow.
Therefore, this interference will produce more burrs and make the quality worse.
You need a Trumpf laser nozzle to ensure the correct interaction between the cutting beam and the gas, which is the best way to avoid burrs.
In addition, the operator can also save burrs material by increasing the cutting speed accurately.
This increase in speed will minimize heat and ablation while restoring airflow dynamics to an appropriate state.
Carbon steel is cut by auxiliary oxygen while turning to oxygen of carbon steel, and the heating reaction needs to be at an accurate level, because here the level of oxygen purity will play a vital role.
Oxygen is very common.
Cutting carbon steel benefits from a higher level of oxygen purity.
If we use 99, we can increase the cutting speed by 30 to 40%.
95% of global oxygen purity.
Custom message
Related Products